
page
Métaux précieux: solutions de recuit de haute précision pour les alliages d'or et de platine
Le secteur des métaux précieux nécessite un traitement thermique extrêmement précis afin de garantir une ductilité, une intégrité de surface et une aptitude à l'usinage des matériaux tels que les alliages d'or et de platine.
Au cours de la fabrication, des étapes de recuit intermédiaires sont essentielles pour remodeler le métal sans défauts. Les fours de recuit System 340 de Codere sont très appréciés par les raffineries et les fabricants de métaux précieux.
Ils permettent un chauffage contrôlé en dessous du point de fusion de l'alliage, suivi d'une trempe rapide pour restaurer la ductilité et faciliter les opérations de formage ou de façonnage.

page
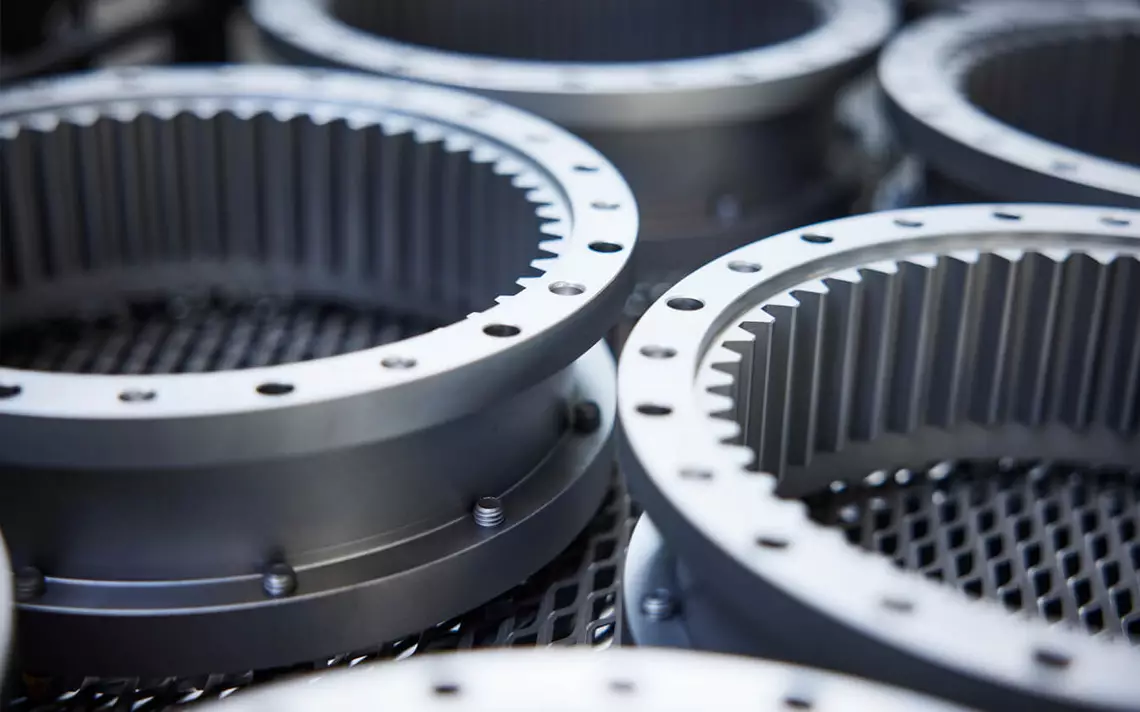
Industrie de l'outillage: solutions de traitement thermique haute performance pour outillage à main, matrices et moules
L'industrie de l'outillage est le pilier de la fabrication moderne.
Elle fournit des outils de précision tels que des instruments de coupe, des matrices, des moules, des poinçons et des outils de formage à des secteurs tels que l'automobile, l'aérospatiale, les dispositifs médicaux et l'énergie.
Ces outils fonctionnent sous des charges mécaniques, des frottements et des cycles thermiques extrêmes, ce qui exige une dureté, une résistance à l'usure et une stabilité dimensionnelle exceptionnelles.
Pour les fabricants d'outils, le succès de chaque outil — et la qualité des pièces qu'il produit — dépend directement de la précision et de la fiabilité de son traitement thermique. Codere SA fournit des systèmes qui garantissent des résultats reproductibles, contrôlés et sans distorsion pour les aciers à outils haute performance.
page
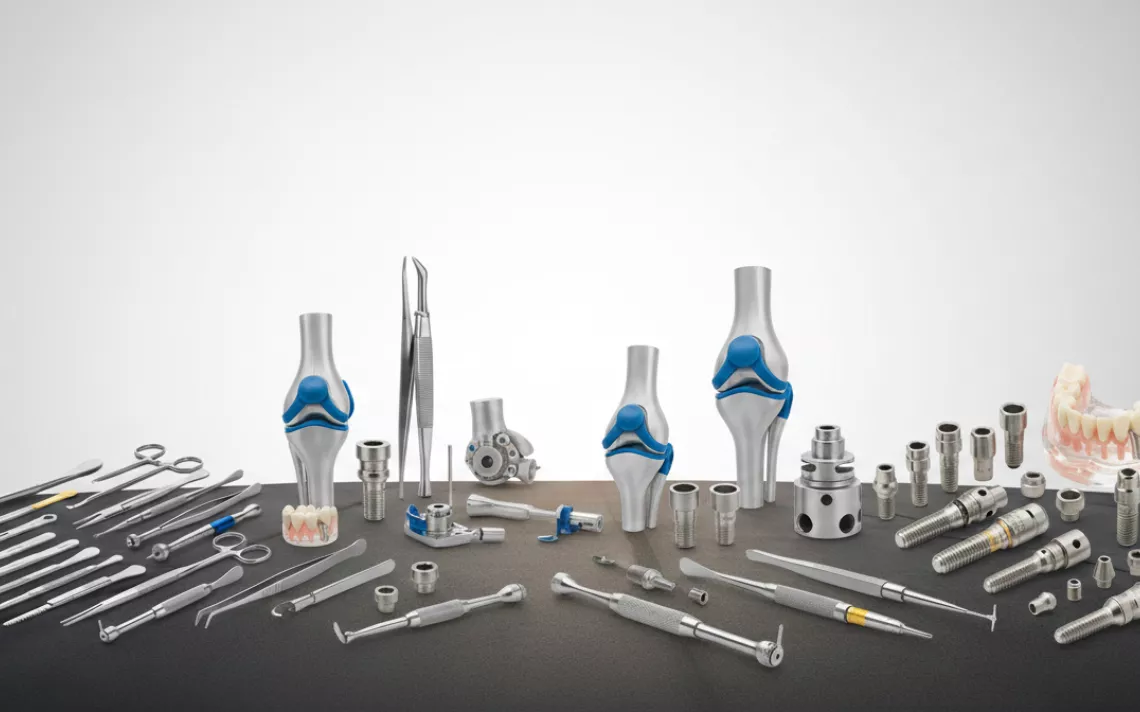
Secteur médical: précision, répétabilité et conformité pour les applications les plus exigeantes
Le secteur médical exige une précision, une répétabilité et une propreté exceptionnelles.
Les instruments et implants médicaux doivent répondre à des exigences réglementaires strictes, notamment au système de gestion de la qualité ISO 13485, et garantir une fiabilité absolue tout au long de leur cycle de vie.
Codere SA propose des équipements de traitement thermique spécialement conçus pour répondre à ces exigences. Grâce à notre logiciel de supervision HTView, la traçabilité complète des procédés, l'enregistrement des données performant et les fonctionnalités de contrôle à distance sont assurés, répondant ainsi aux attentes strictes des fabricants d'équipements médicaux.

page
Procédé de traitement thermique de durcissement
Le durcissement est un procédé de traitement thermique qui consiste à chauffer des composants en acier à la température appropriée pour former de l'austénite, suivi d'un refroidissement rapide dans un milieu de trempe.
Lors de la trempe (gaz, sel, huile ou eau), la structure austénitique se transforme en martensite, augmentant considérablement la dureté et la résistance mécanique.
La dureté après trempe dépend principalement de la teneur en carbone de l'acier, ainsi que de la vitesse de refroidissement et des conditions atmosphériques. Le durcissement neutre est généralement réalisé sous atmosphère protectrice rigoureusement contrôlée afin de garantir des surfaces propres et des caractéristiques métallurgiques homogènes.

page
Procédé de cémentation et de carbonitruration
La cémentation est un procédé thermochimique qui enrichit la surface de l'acier en carbone afin d'améliorer sa dureté, sa résistance et sa résistance à l'usure.
Les pièces sont chauffées au-dessus de la température critique dans une atmosphère de cémentation contrôlée et maintenues pendant un temps défini pour atteindre la profondeur de cémentation souhaitée.
La carbonitruration est un procédé apparenté au cours duquel le carbone et l'azote diffusent dans la surface. L'azote est généralement apporté par l'ammoniac, ce qui améliore la trempabilité, la résistance à la chaleur et la résistance à l'usure.
Après cémentation ou carbonitruration, les pièces sont trempées (gaz, sel, huile ou eau) afin de durcir la surface tout en conservant un cœur tenace. La teneur plus élevée en carbone en surface améliore la dureté et la résistance mécanique.
page
Procédé de nitruration et de nitrocarburation
La nitruration est un traitement thermochimique dans lequel l'azote se diffuse à la surface de l'acier pour augmenter sa dureté, sa résistance à l'usure et sa résistance à la fatigue.
La nitrocarburation est un procédé apparenté qui consiste à introduire à la fois de l'azote et du carbone à la surface par ajout de propane ou de méthane
La profondeur du traitement de nitruration dépend du temps et de la température, et le procédé est réalisé sous atmosphère contrôlée. Certains aciers nitrurés permettent la formation de nitrures durs (ε, γ’).
Le procédé de nitruration produit généralement une structure à deux couches : une couche composée et une couche de diffusion, dont la formation dépend du potentiel de nitruration.
La nitrocarburation réduit le temps de cycle et permet un meilleur contrôle de la composition de la couche.
La température des procédés de nitruration se situe généralement entre entre 490 °C et 560 °C, en fonction du matériau et des caractéristiques de couche souhaitées.
page
Procédé de revenu
Le revenu est effectué après la trempe afin d'équilibrer la dureté et la ténacité des composants en acier..
Les pièces trempées étant très dures mais fragiles, le revenu permet de réduire leur dureté, d'accroître leur ductilité et de stabiliser leurs propriétés mécaniques. La maîtrise de la température lors du revenu est essentielle pour obtenir les performances finales souhaitées.
La température de revenu requise dépend de la nuance d'acier et de la dureté cible. Après revenu, la microstructure devient martensite revenue, offrant le compromis souhaité entre résistance mécanique et dureté.
Selon les éléments d'alliage, certains aciers, comme les aciers maraging, peuvent même gagner en dureté lors du revenu.

page
Procédé de brasage pour l'assemblage des métaux
Le brasage est un procédé d'assemblage de métaux dans lequel les composants sont assemblés à l'aide d'un métal d'apport dont le point de fusion est inférieur à celui des matériaux de base.
Contrairement au soudage, le métal de base ne fond pas : seul l’alliage d’apport se liquéfie et s’écoule par capillarité dans le joint, créant ainsi une liaison solide, étanche et durable. Le brasage est idéal pour les assemblages de précision exigeant une grande résistance mécanique et une déformation minimale.
Les températures de brasage varient généralement de 180 °C à 1200 °C, les applications industrielles les plus courantes se situant entre 450 °C et 1100 °C. Selon le métal d'apport et les exigences relatives aux matériaux, le procédé peut être réalisé dans les conditions suivantes :
- Atmosphères neutres (N₂, Ar)
- Atmosphères réductrices (H₂)
- Atmosphères protectrices multigaz contrôlées
Ces conditions contrôlées empêchent l'oxydation et garantissent des joints propres et de haute qualité.

page
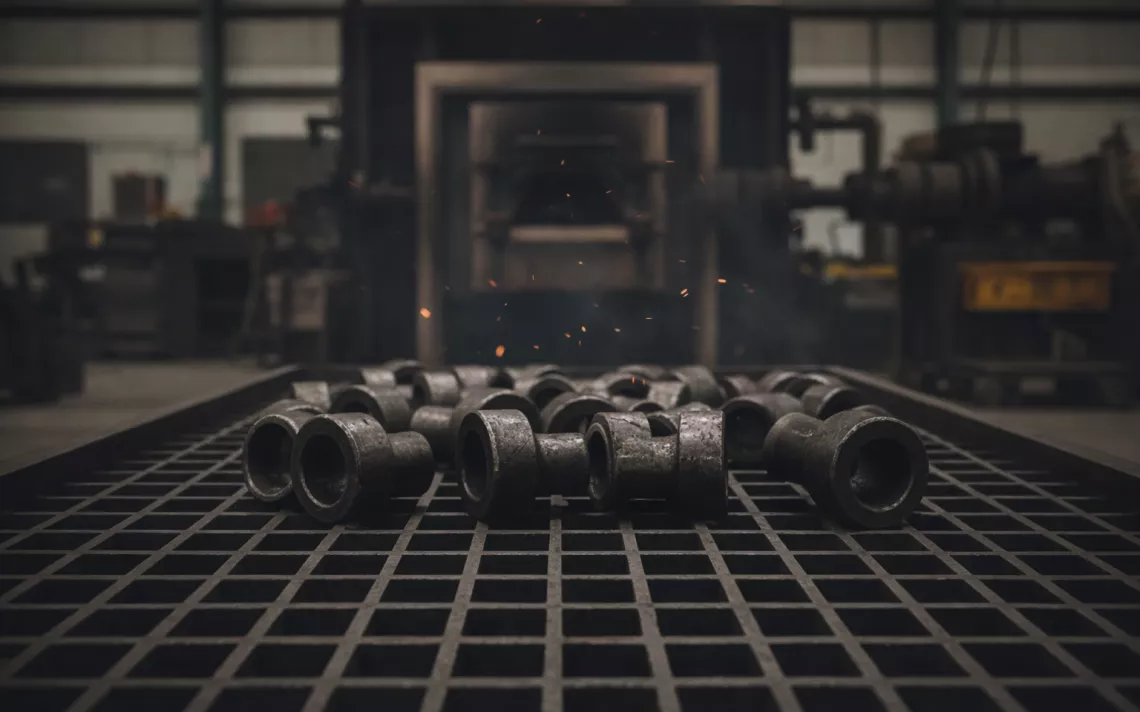
Procédé de normalisation
La normalisation est un traitement thermique utilisé pour affiner les microstructures de l'acier et rétablir son équilibre mécanique.
Le procédé consiste à chauffer le matériau au-dessus de la température critique AC3, puis à le refroidir à l'air ambiant. Cette transformation convertit l'austénite en une structure ferrito-perlitique fine aux propriétés mécaniques améliorées.
La normalisation améliore la structure granulaire, accroît l'homogénéité et atténue les contraintes internes introduites lors du formage, de l'usinage ou du forgeage.
Les températures de normalisation typiques sont d’environ 50 °C au-dessus d’AC3, suivi d'un refroidissement à air contrôlé pour obtenir une microstructure uniforme.

page
Procédé de trempe
La trempe est l'étape finale et cruciale du procédé de durcissement.
Après chauffage au-dessus de la température critique (AC1–AC3), les pièces sont rapidement refroidies en dessous de la température de fin de transformation martensitique (Ms). Cette transformation de l'austénite en martensite entraîne une augmentation significative de la dureté et de la résistance mécanique.
La trempe peut être effectuée dans différents milieux (Air → Gaz → Huile → Sel → Eau), chacun présentant une vitesse de refroidissement et une plage de fonctionnement spécifiques. Le choix du milieu de trempe approprié est essentiel pour obtenir une structure entièrement martensitique tout en évitant la formation de phases mixtes indésirables telles que la perlite ou la bainite.

page
Four sous vide – Traitement thermique de précision pour les petites et moyennes charges
Le four sous vide permet des traitements thermiques de haute qualité sous vide ou sous atmosphère de gaz inerte.
Ses capacités incluent la trempe, le revenu, le brasage, la relaxation des contraintes, le vieillissement et la solubilisation. Grâce à un isolement atmosphérique précis et à un contrôle rigoureux du chauffage et du refroidissement, les pièces qui en sortent sont brillantes, propres, tout en limitant les variations dimensionnelles.
Cette solution est idéale pour les fabricants, les laboratoires et les entreprises de traitement thermique travaillant avec des lots de petite à moyenne taille de composants de grande valeur nécessitant une qualité de surface, une stabilité et une traçabilité des procédés de haut niveau, tels que l'outillage, les pièces aérospatiales, les dispositifs médicaux, les composants de fabrication additive, les composants horlogers et les alliages spéciaux.