
page
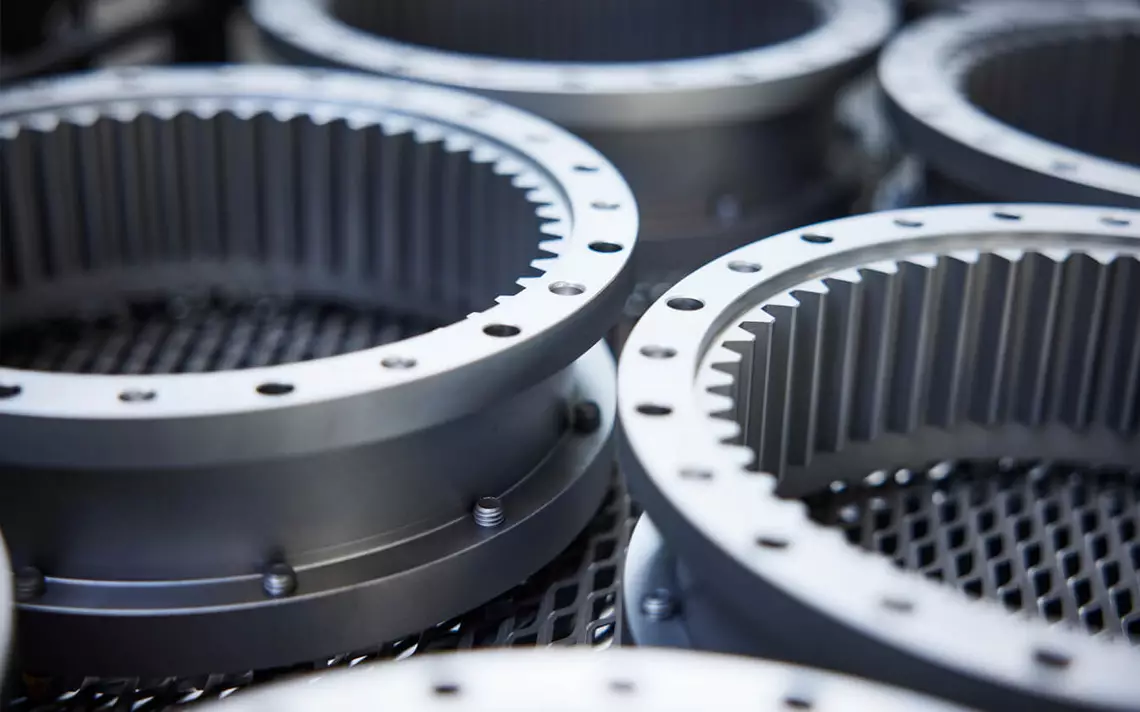
Leistungsstarke Wärmebehandlung für Hand-, Stanz- und Formwerkzeuge
Die Werkzeugindustrie ist durch die Bereitstellung von Präzisionswerkzeugen das Rückgrat der modernen Fertigung.
Zum Beispiel Schneidewerkzeuge, Matrizen, Formen, Stempel und Umformwerkzeuge für Branchen wie die Automobilindustrie, die Luft- und Raumfahrt, die Medizintechnik und den Energiesektor. Diese Werkzeuge arbeiten unter extremen mechanischen Belastungen, Reibung und thermischen Zyklen, was eine außergewöhnliche Härte, Verschleißfestigkeit und Maßhaltigkeit erfordert.
Für die Werkzeughersteller hängt der Erfolg eines jeden Werkzeugs - und die Qualität der damit hergestellten Teile - direkt von der Präzision und Zuverlässigkeit der Wärmebehandlung ab. Codere SA liefert Systeme, die wiederholbare, kontrollierte und verzugsfreie Ergebnisse für Hochleistungswerkzeugstähle gewährleisten.
page
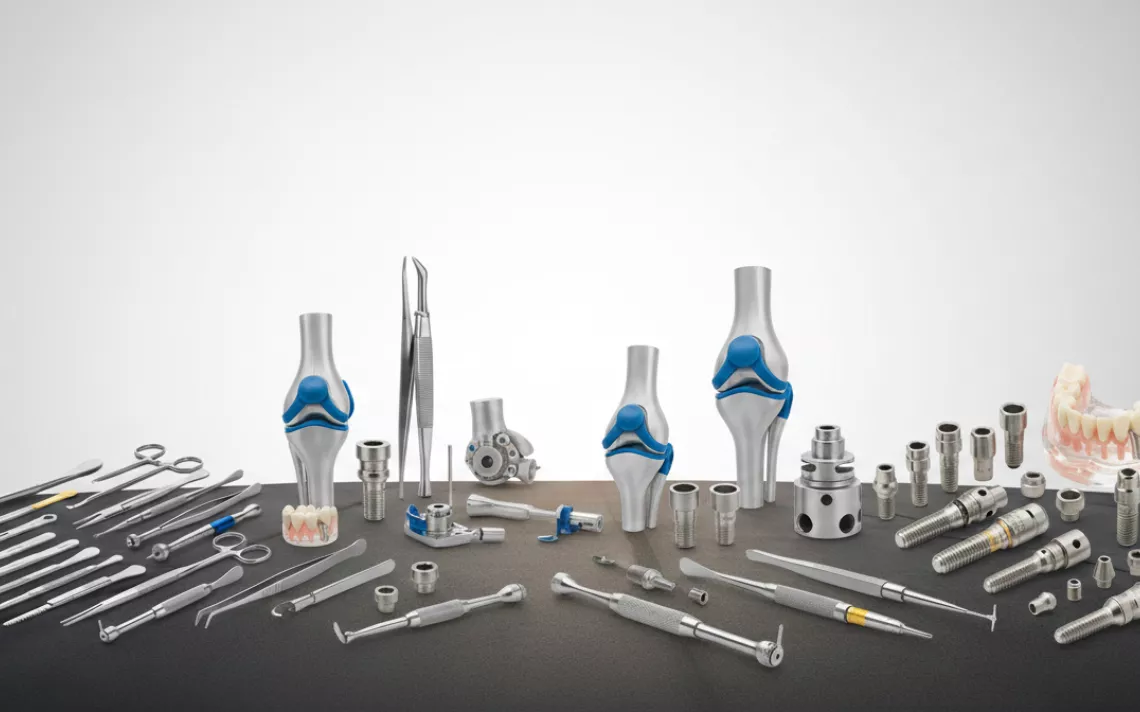
Medizinindustrie : Präzision, Wiederholbarkeit und Konformität für die anspruchsvollsten Anwendungen
Der medizinische Sektor erfordert außergewöhnlich hohe Präzision, Wiederholgenauigkeit und Sauberkeit.
Medizinische Instrumente und Implantate müssen strenge Anforderungen erfüllen, einschließlich des Qualitätsmanagementsystems ISO 13485 und darüber hinaus absolute Zuverlässigkeit während ihres gesamten Lebenszyklus garantieren.
Codere SA bietet Wärmebehandlungsanlagen, die speziell auf diese Anforderungen ausgelegt sind. Mit unserer HTView-Überwachungssoftware werden vollständige Rückverfolgbarkeit, erweiterte Datenaufzeichnung und Fernsteuerungsfunktionen sichergestellt – exakt abgestimmt auf die hohen Erwartungen von Herstellern medizinischer Geräte.

page
Härtebehandlung
Härten ist ein Wärmebehandlungsverfahren, bei dem Stahlbauteile auf die geeignete Temperatur erhitzt werden, um Austenit zu bilden, und anschließend in einem Abschreckmedium schnell abgekühlt werden.
Während des Abschreckens (Gase, Salze, Öle oder Wasser) wandelt sich die austenitische Struktur in Martensit um, wodurch die Härte und die mechanische Festigkeit deutlich erhöht werden.
Die Härte nach dem Abschrecken hängt in erster Linie vom Kohlenstoffgehalt des Stahls sowie von der Abschreckgeschwindigkeit und den atmosphärischen Bedingungen ab. Das neutrale Härten wird üblicherweise unter präzise geregelter Schutzatmosphäre durchgeführt, um saubere Bauteiloberflächen und gleichmäßige metallurgische Eigenschaften sicherzustellen.

page
Aufkohlen
Aufkohlen ist ein thermochemischer Prozess, bei dem die Stahloberfläche mit Kohlenstoff angereichert wird, um Härte, Festigkeit und Verschleißfestigkeit zu verbessern.
Die Teile werden in einer kontrollierten Aufkohlungsatmosphäre über die AC3-Temperatur erhitzt und für eine bestimmte Zeit auf dieser Temperatur gehalten, um die gewünschte Einhärtungstiefe zu erreichen.
Das Carbonitrieren ist ein verwandtes Verfahren, bei dem sowohl Kohlenstoff als auch Stickstoff in die Oberfläche diffundieren. Stickstoff wird in der Regel durch Ammoniak zugeführt, wodurch die Härtbarkeit, die Wärmebeständigkeit und die Verschleißfestigkeit erhöht werden.
Nach dem Aufkohlen oder Carbonitrieren werden die Teile abgeschreckt (in Gasen, Salzen, Ölen oder Wasser), um sowohl die Oberfläche als auch den Kern zu härten. Der höhere Kohlenstoffgehalt an der Oberfläche verbessert die erreichbare Härte und erhöht die mechanische Festigkeit.
page
Nitrier- und Nitrocarburierungsverfahren
Das Nitrieren ist eine thermochemische Behandlung, bei der Stickstoff in die Oberfläche von Stahl diffundiert, um dessen Härte, Verschleißfestigkeit und Dauerfestigkeit zu erhöhen.
Das Nitrocarburieren ist ein verwandtes Verfahren, bei dem durch Zugabe von Propan oder Methan sowohl Stickstoff als auch Kohlenstoff in die Oberfläche eingebracht werden.
Die Nitrierbehandlungstiefe ist zeit- und temperaturabhängig, und der Prozess wird unter kontrollierter Atmosphäre durchgeführt. Spezielle Nitrierstähle ermöglichen die Bildung harter Nitride (ε, γ’).
Der Nitrierprozess erzeugt typischerweise eine zweischichtige Struktur: eine Verbindungsschicht und eine Diffusionsschicht, deren Bildung vom Nitrierpotenzial abhängt.
Das Nitrocarburieren ermöglicht kürzere Zykluszeiten und eine präzisere Kontrolle der Schichtzusammensetzung.
Die Temperatur für Nitrierprozesse liegt in der Regel zwischen 490 °C und 560 °C, je nach Material und gewünschten Schichteigenschaften.
page
Wärmebehandlungsprozess zum Anlassen
Das Anlassen erfolgt nach dem Härten, um Härte und Zähigkeit in Stahlbauteilen auszugleichen.
Da gehärtete Teile sehr hart, aber spröde sind, verringert das Anlassen die Härte, erhöht die Duktilität und stabilisiert die mechanischen Eigenschaften. Die Temperaturkontrolle während des Anlassens ist entscheidend, um die gewünschte Endleistung zu erzielen.
Die erforderliche Anlasstemperatur hängt von der Stahlsorte und der Zielhärte ab. Nach dem Anlassen entsteht eine Mikrostruktur aus angelassenem Martensit, die eine stabile Kombination aus Festigkeit und Zähigkeit bietet.
Je nach Legierungselementen können bestimmte Stähle – wie z. B. Maraging-Stähle – während des Anlassens sogar an Härte gewinnen.

page
Lötverfahren für Metallverbindungen
Löten ist ein Metallverbindungsverfahren, bei dem Bauteile unter Verwendung eines Füllmetalls zusammengefügt werden, dessen Schmelzpunkt unter dem der Grundwerkstoffe liegt.
Im Gegensatz zum Schweißen schmilzt das Grundmetall nicht: Nur die Fülllegierung verflüssigt sich und fließt durch Kapillarwirkung in die Verbindung, wodurch eine starke, dichte und dauerhafte Verbindung entsteht. Löten eignet sich ideal für Präzisionsbaugruppen, die mechanische Festigkeit und minimale Verformung erfordern.
Die Löttemperaturen liegen typischerweise zwischen 180 °C und 1200 °C, wobei die gängigsten industriellen Anwendungen zwischen 450 °C und 1100 °C liegen. Je nach Zusatzwerkstoff und Materialanforderungen kann der Prozess unter folgenden Bedingungen durchgeführt werden:
- Neutrale Atmosphären (N₂, Ar)
- Reduzierenden Atmosphären (H₂)
- Kontrollierten Mehrgas-Schutzatmosphären
Diese kontrollierten Bedingungen verhindern Oxidation und gewährleisten saubere, hochwertige Verbindungen.

page
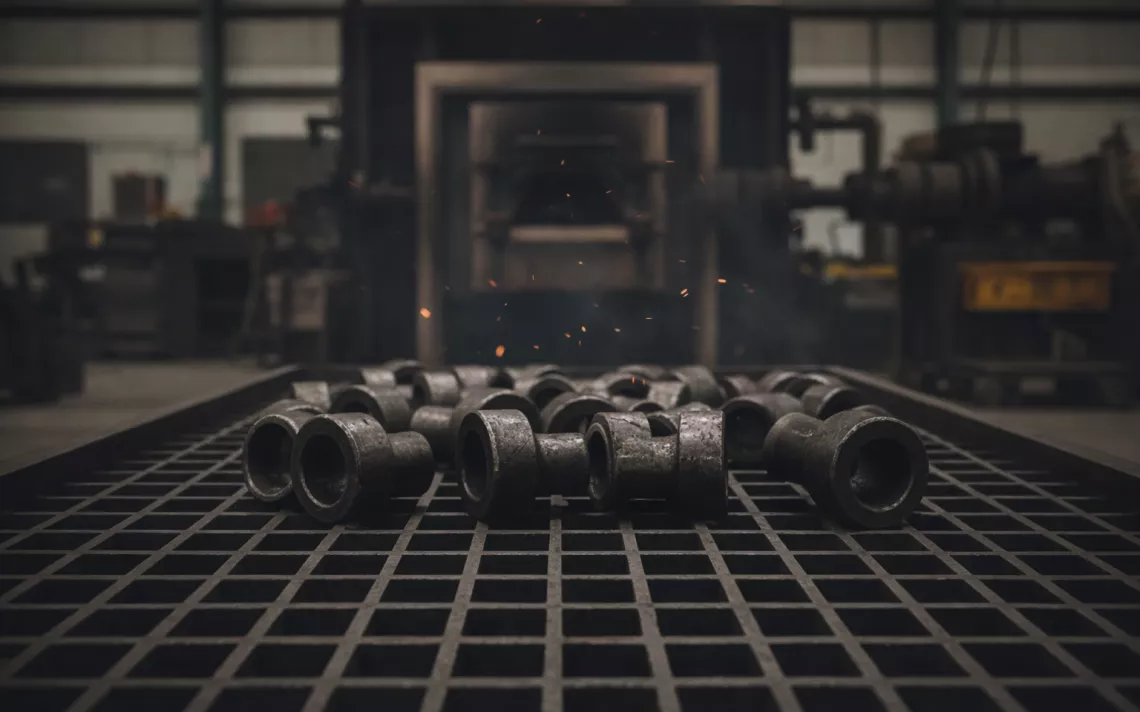
Normalisierungswärmebehandlung
Normalisieren ist eine Wärmebehandlung, die zur Verfeinerung der Mikrostrukturen von Stahl und zur Wiederherstellung ihres mechanischen Gleichgewichts eingesetzt wird.
Der Prozess besteht darin, das Material über die kritische Temperatur AC3 zu erhitzen und anschließend in ruhender Luft abzukühlen. Durch diese Umwandlung wird Austenit in eine feine ferritisch-perlitische Struktur mit verbesserten mechanischen Eigenschaften umgewandelt.
Das Normalisieren verbessert die Kornstruktur, erhöht die Homogenität und baut innere Spannungen ab, die beim Umformen, Bearbeiten oder Schmieden entstanden sind.
Typische Normalisierungstemperaturen liegen etwa 50 °C über AC3, anschließend erfolgt eine kontrollierte Luftkühlung, um ein gleichmäßiges Mikrogefüge zu erzielen.

page
Abschreckprozess
Das Abschrecken ist der letzte und entscheidende Schritt des Härtungsprozesses.
Nach dem Erhitzen über die kritische Temperatur AC3 werden die Teile schnell unter die martensitische Endtemperatur (Ms) abgekühlt. Diese Umwandlung von Austenit in Martensit führt zu einer deutlichen Erhöhung der Härte und der mechanischen Festigkeit.
Das Abschrecken kann in verschiedenen Medien erfolgen – Gasen, Salzen, Ölen, Wasser oder Luft –, die jeweils eine bestimmte Abkühlungsgeschwindigkeit und einen bestimmten Betriebsbereich bieten. Die Auswahl des richtigen Abschreckmediums ist entscheidend, um eine vollständig martensitische Struktur zu erhalten und gleichzeitig unerwünschte Mischphasen wie Perlit oder Bainit zu vermeiden.

page
Vakuumofen – Präzise Wärmebehandlung für kleine und mittlere Chargen
Der Vakuumofen ermöglicht hochwertige Wärmebehandlungen unter Vakuum- oder Inertgasbedingungen.
Zu seinem Funktionsumfang gehören u. a. Härten, Anlassen, Löten, Spannungsarmglühen, Altern oder Lösungsglühen. Dank präziser Atmosphärenisolierung und kontrollierter Beheizung/Kühlung verlassen die Teile den Prozess glänzend, sauber und maßhaltig.
Diese Lösung ist ideal für Hersteller, Labore und Wärmebehandler, die mit kleinen bis mittleren Chargen hochwertiger Komponenten arbeiten, die eine erstklassige Oberflächenqualität, Stabilität und Prozessrückverfolgbarkeit erfordern – wie Werkzeuge, Luft- und Raumfahrtteile, medizinische Geräte, AM-Komponenten, Uhrenkomponenten und Speziallegierungen.